KOR
GLOBAL REACH WITH LOCAL PRESENCE!
 Home
>
Home
>

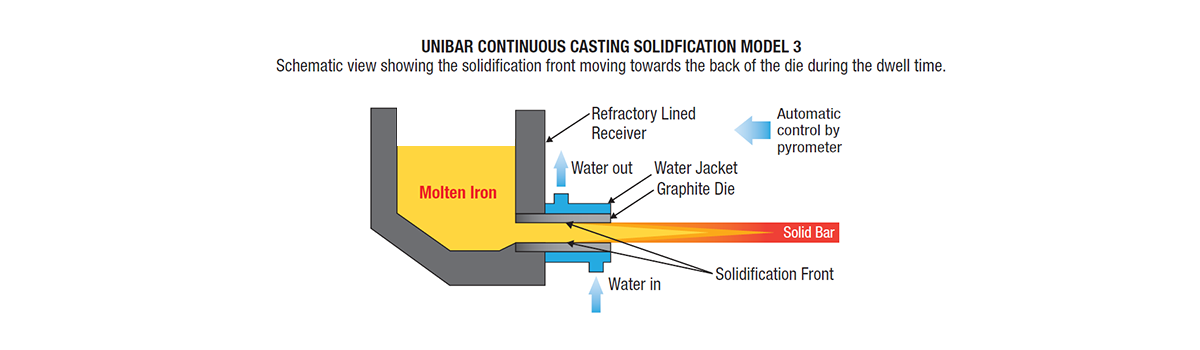
The Unibar family of cast irons are produced using the horizontal continuous casting method.
As can be seen in the schematic diagram below, the process is a “closed system”.
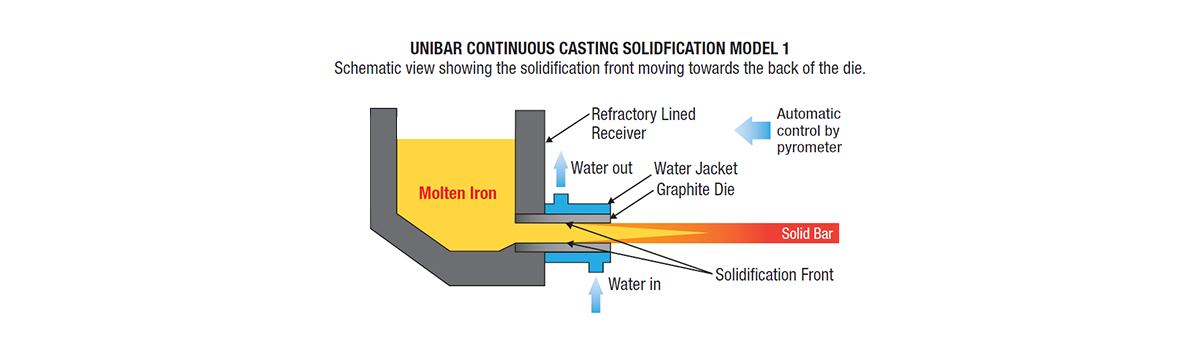
The water cooled die is assembled onto the front of the receiving furnace allowing
the liquid iron to enter the die without coming into contact with the atmosphere.
The water cooled die is assembled onto the front of the receiving furnace allowing
the liquid iron to enter the die without coming into contact with the atmosphere.
The process begins with a dummy block which, when attached to a series of
starter bars, is inserted into the water cooled graphite die. The graphite die will be
machined to the shape or profile to be produced.
starter bars, is inserted into the water cooled graphite die. The graphite die will be
machined to the shape or profile to be produced.
As the bar is pulled horizontally, the metal flows more uniformly and is always
subjected to a much higher ferrostatic pressure than in sand castings.
This, combined with rapid cooling in the die, ensures a cleaner and homogeneous
structure as well as excellent structural cohesion throughout the section.
subjected to a much higher ferrostatic pressure than in sand castings.
This, combined with rapid cooling in the die, ensures a cleaner and homogeneous
structure as well as excellent structural cohesion throughout the section.
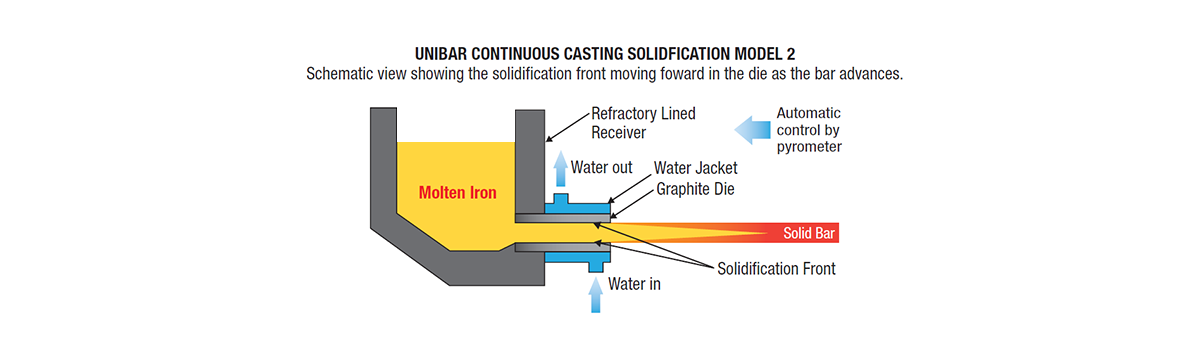
As a result, the outside rim (periphery) is solid at the moment it leaves the die and
cooling system while the core remains liquid. Due to the fast cooling, the periphery
has very fine graphite in a predominant ferritic matrix with a high material cohesion;
much higher than is obtained with sand casting.
cooling system while the core remains liquid. Due to the fast cooling, the periphery
has very fine graphite in a predominant ferritic matrix with a high material cohesion;
much higher than is obtained with sand casting.
Unibar Continuous Casting Process
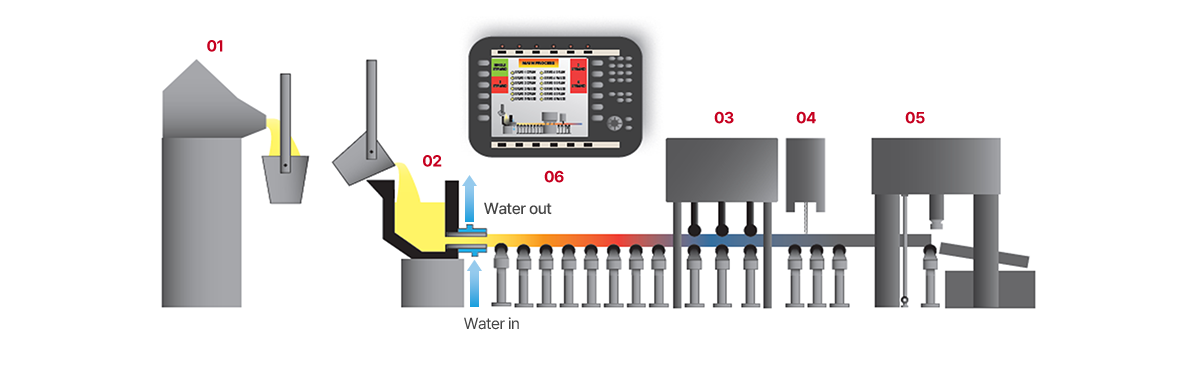
The Unibar Continuous Casting machine consists of 6 major units.
-
01Primary melting unit
-
02Refractory lined holding unit
(receiver) with a water cooled graphite die
attached to the front section -
03Pulling unit
-
04Cut off saw
-
05Notching and hydraulic breaking device
-
06Control panel to regulate flow of
coolant (water), speed of pull, length of
pull (stroke) and to coordinate the system
Process Solidification
Advantages of process
- Superior
product soundness - Excellent
surface finish - Homogenous
structure across
the largest of
sections - Excellent
structural cohesion,
throughout
the section
United Cast Bar Korea Ltd.
ADD : 1145, Hanlim-ro, Jinyoung-eup Kimhae-si, Kyungnam-do
TEL : 055-345-5701 FAX : 055-345-5815 E-MAIL : sales.kr@unitedcastbar.com / infokorea@unitedcastbar.com
Copyright © United Cast Bar Korea Ltd. All Rights Reserved. Designed by WebSite.co.kr.
ADD : 1145, Hanlim-ro, Jinyoung-eup Kimhae-si, Kyungnam-do
TEL : 055-345-5701 FAX : 055-345-5815 E-MAIL : sales.kr@unitedcastbar.com / infokorea@unitedcastbar.com
Copyright © United Cast Bar Korea Ltd. All Rights Reserved. Designed by WebSite.co.kr.
